[VIP第1年] 指数:3
[VIP第1年] 指数:3
甲醇裂解制氢技术前景广阔,有望在未来能源体系中占据重要地位。随着技术的不断创新,新型催化剂的研发和工艺优化将成为重点方向。科研人员致力于开发具有更高活性、选择性和稳定性的催化剂,以降低反应温度、提高氢气产率和纯度。同时,结合膜分离、吸附强化等新技术,实现甲醇裂解制氢过程的集成化,进一步降低生产成本。在政策和市场推动下,甲醇裂解制氢将迎来新的发展机遇。各国对氢能产业的重视程度不断提高,出台一系列支持政策,推动甲醇裂解制氢技术在分布式能源、交通运输等领域的应用。随着氢燃料电池汽车市场的逐步扩大,甲醇裂解制氢凭借其在氢气供应方面的独特优势,有望成为氢燃料电池汽车重要的氢气来源之一。此外,随着碳减排目标的推进,甲醇裂解制氢过程中的二氧化碳捕集、利用与封存技术的发展,将使其向更加低碳、绿色的方向发展,为实现能源可持续发展贡献力量。高浓度的氢气可能导致缺氧,从而对人的生命安全构成威胁。福建甲醇裂解制氢在哪里

随着氢能产业的蓬勃发展,甲醇裂解制氢有望在多个领域发挥更大作用,其未来将朝着绿色、智能、高效的方向迈进。在技术层面,研发新型催化剂和反应器,进一步提升甲醇转化率和氢气产率,降低能耗和碳排放。例如,采用微通道反应器,增大反应接触面积,提高反应效率,缩短反应时间。同时,借助人工智能和大数据技术,对制氢过程进行实时监测与优化控制,实现生产过程的智能化管理,降低运维成本。在应用领域,甲醇裂解制氢将与燃料电池技术深度融合,为分布式发电、移动电源、氢燃料电池汽车等提供便捷的氢气来源。此外,随着甲醇储运技术的不断完善,甲醇将成为一种理想的氢能载体,推动氢能在能源领域的广泛应用,助力全球能源转型。湖南甲醇裂解制氢费用变压吸附提氢吸附剂是氢气制备技术,是目前天然气制氢设备中不可或缺的产品。

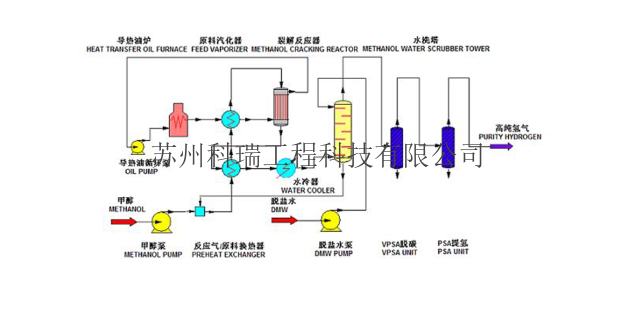
高效汽化与过热系统集成方案汽化过热系统直接影响甲醇裂解的能量效率与反应稳定性。典型装置采用三级汽化工艺:***级列管式换热器利用反应余热将甲醇-水混合液预热至150℃,第二级蒸汽喷射器通过高速蒸汽卷吸实现闪蒸汽化,第三级电加热套管将过热蒸汽温度精确控在280±5℃。某技术团队开发的微通道汽化器(通道尺寸200μm)使汽化效率提升至,较传统填料塔节能35%,其优势在于通过增大气液接触面积(>1000m²/m³)缩短汽化时间至。过热段防积碳设计是关键,通过在套管内壁涂覆疏水性SiO₂涂层,使焦油沉积量降低至²·h。针对高寒地区应用,某企业研发的相变储热-汽化耦合系统,利用熔融盐(60%NaNO₃-40%KNO₃)在290℃下的相变潜热,实现离网工况下8小时连续运行。系统能效测试表明,采用热泵技术回收冷凝热后,整体汽化能耗从³H₂降至³H₂。
催化剂的性能直接关系到甲醇制氢的成本。高性能催化剂能够提高甲醇转化率和氢气选择性,降低原料消耗。同时,长寿命的催化剂可以减少更换频率,降低维护成本。以铜基催化剂为例,质量的铜基催化剂可使甲醇制氢装置的能耗降低 10%-15%,***降低氢气生产成本。此外,催化剂的活性和稳定性还会影响设备的投资成本。高效催化剂可以减小反应器体积,降低设备投资。因此,选择性能优良的催化剂,并优化甲醇制氢工艺,是降低氢气成本、提高企业竞争力的关键。通过持续研发和技术创新,不断提升催化剂性能,将为甲醇制氢产业的可持续发展奠定坚实基础。甲醇作为原料,其成本波动直接影响甲醇裂解制氢的经济可行性。

在甲醇裂解制氢过程中,副反应的发生会影响氢气纯度。苏州科瑞的催化剂具有极高的选择性,能够精细地引导反应朝着生成氢气的方向进行。通过对反应路径的巧妙调控,有效抑制如生成一氧化碳、甲烷等副反应的发生。经实际生产验证,采用我们的催化剂进行甲醇裂解制氢,氢气纯度可达以上,满足了电子、化工、能源等众多对氢气纯度要求苛刻的行业需求,为下游生产提供质量纯净的氢气原料。苏州科瑞甲醇裂解制氢催化剂具备出色的稳定性与长寿命特点。在长时间连续运行过程中,催化剂的活性和选择性始终保持稳定。制备工艺使其具有良好的抗中毒能力,即使原料甲醇中含有少量杂质,也不易导致催化剂失活。经过上万小时的实际工业运行测试,催化剂性能衰减极小,无需频繁更换,减少了企业因停工更换催化剂带来的经济损失,让甲醇裂解制氢装置的长期稳定运行。 甲醇裂解制氢过程中,安全管理和风险控制是确保生产顺利进行的关键。福建甲醇裂解制氢在哪里
在变压吸附气体分离装置常用的几种吸附剂中,活性氧化铝类属于对水有强亲和力的固体。福建甲醇裂解制氢在哪里
氢气提纯与杂质脱除技术突破氢气提纯单元的性能直接决定产品品质。变压吸附(PSA)系统采用13X分子筛与活性炭复合床层,通过七塔九步工艺实现深度净化:1)吸附阶段(300秒)将CO₂浓度从15%降至;2)均压降阶段(60秒)回收氢气至;3)逆向放压阶段(40秒)配合真空泵(极限压力50Pa)使产品纯度达。针对燃料电池应用需求,某企业开发的钯合金膜分离器(Pd-Ag=77:23)在350℃下氢气渗透速率达8×10⁻⁷mol/(m²·s·Pa),同时将CO含量控在,较PSA技术提升两个数量级。杂质脱除方面,采用催化氧化-冷凝耦合工艺处理尾气,通过Pt/Al₂O₃催化剂在220℃下将未转化甲醇和CO转化为CO₂,再经-40℃深冷分离回收98%的有机组分。某石化项目实测表明,该组合工艺使VOCs排放浓度降至³,远低于国标(60mg/Nm³)。 福建甲醇裂解制氢在哪里
文章来源地址: http://huagong.fzpgjgsb.chanpin818.com/hgctsb/deta_27199750.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。